
Hello. I would like to present an electro-spindle made by me from a 2.2kW 2800rpm "dachshund" type engine.

The design was created for use in a small universal milling machine for machining aluminum and steel. I decided on my own design, because within the budget I would have to choose a liquid-cooled Chinese reaching 25 thousand rpm, but not having a sensible torque in the range below 4000 rpm, or Perske or Elte engines available on auction portals, which usually come from carpentry machines, so without modifications, the bearings are unlikely to be suitable for my milling machine, they cannot withstand larger axial loads.
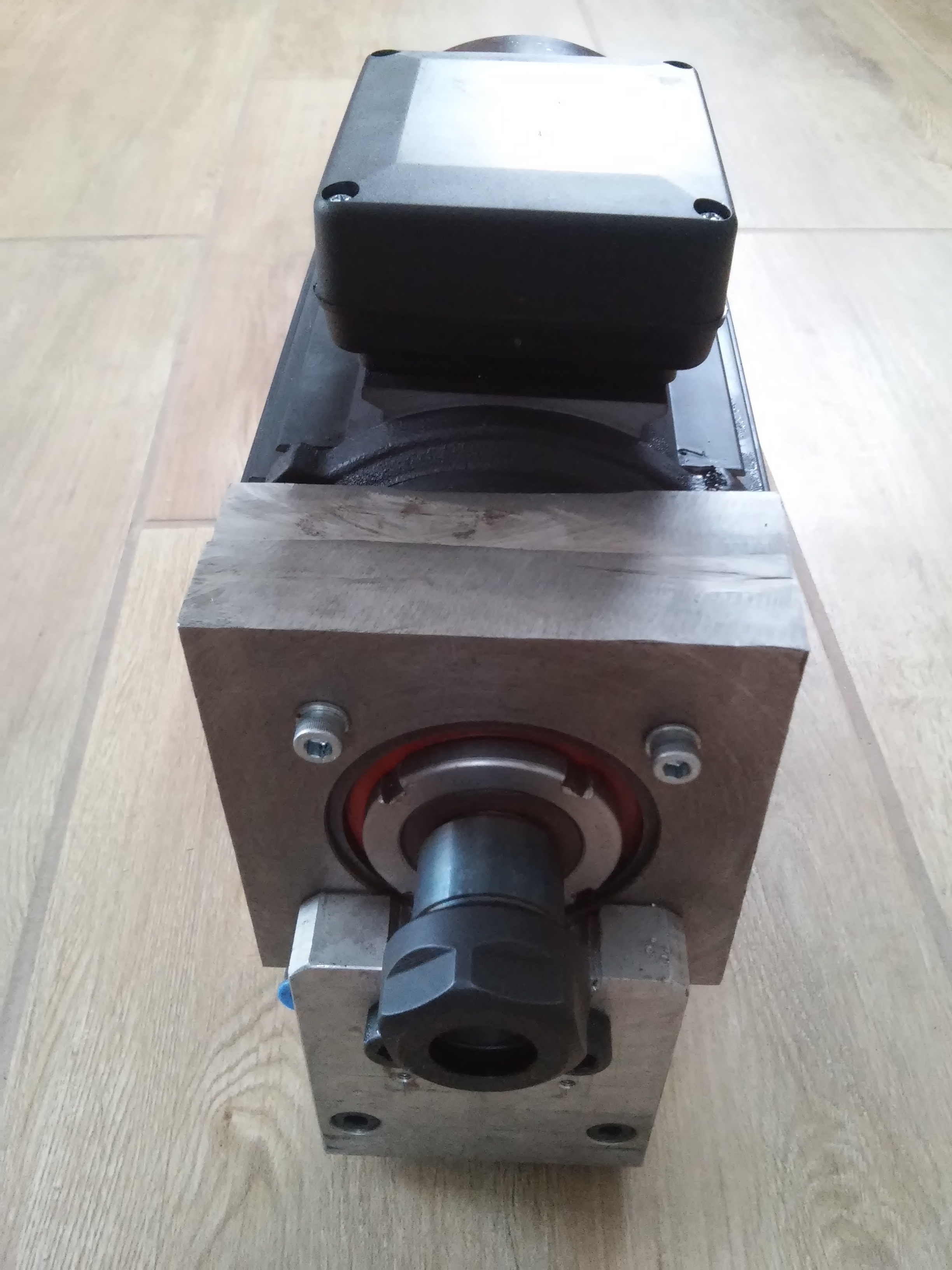
The basis of the project is the STg90-2D engine produced by "Przymierza", with a capacity of 2.2kW at 2800rpm. Lamp holder with socket ER25 I used ready C25-ER25-50.
I was considering making the entire rotor shaft from scratch, however, to avoid a few hours of chip production, I decided to shorten the original 20mm shaft before mounting the front bearing and mount the new hub for the housing and the front bearing on it. Since the diameter of the motor shaft at the seat of the front bearing has the same as the shaft of the housing, the hub has a bore in the center with a diameter of 24.85 mm and is connected to the shaft and housing by thermal shrinkage. The hub bore and bearing mounting surface are machined from one flange, ensuring their concentricity. The hub is made of a steel piston rod with a diameter of 50mm.
When it comes to bearings, I made a compromise using a wheel hub bearing from the Audi A3 (40x74x40). I know I should use a pair of precision angular contact bearings, but the simplicity of assembly and price prevailed. Internal treadmills they are mounted on a hub with a sliding fit and tightened with a KM-8 nut. Original rear bearing, single row ball bearing. Virtually all radial and axial forces are absorbed by the front double-row angular contact bearing, the rear only works with a small radial load, guiding the rotor.


The front engine cover has a bore hole with a diameter of 84 mm in which the new bearing housing, made of steel (piece of forks from the carriage) centers on the lock. The bearing fits inside it with an interference fit of approx. 0.02mm and secured with a Seger ring.
Tool runout measured 20mm from the frame is 0.04mm and I don't know how much of my work in it, and how much of the "rice" frame itself.
The rotor was not balanced, but during operation up to 50 Hz it did not show any major vibrations. I assume work up to 75 Hz (up to approx. 4k rpm), so maybe it won't be a problem.
The entire spindle is attached to the axle with two M10x1.25 bolts from the front and one 10mm dowel from below. The photo shows the hydraulic Z axis from the SMC MXS25-100AS cylinder. From my own experience I know that such cylinders work without any problems with hydraulic fluid up to 3-4MPa. The integrated linear guide is quite stiff and the hydraulics ensure backlash-free operation. But this is already a piece of a separate topic about the milling machine ...



Comments
An interesting project, but without access to a lathe, you can only read how others do it :( Has the spindle already passed a steel test? If so, I have a question, what would a colleague do differently... [Read more]
I plan tests in a few weeks, because the rest of the milling machine is not finished yet, and I don't have much to mount it for. To be honest, you do not need any special machinery, but a lathe is... [Read more]
2800 rpm as a milling spindle ?? Buddy, to the store for an inverter, and fast, with a higher output frequency. :cry: For which materials should this milling machine be used? [Read more]
I know. I have a vector inverter up to 200 Hz. But above 100 Hz stairs will start with bearings and balance. Besides, for my applications I'm not going to chase it over 75-80Hz. For steel with a 10mm... [Read more]
@ Art.B Yeah, a few years ago I was repairing a CNC machine from USA for regeneration of ball joints. While the x / y / z axis drives were "classic" (DC servo motors with encoders and trapezoidal screws),... [Read more]
This is probably normal in electric spindles. Asynchronous and synchronous motors can have a maximum of 3 thousand revolutions at 50hz, you can not squeeze anymore because there is already one field per... [Read more]
What are you headed for The fact that there are F1 cars does not mean that you should get rid of ordinary cars at all costs and switch to F1 :lol: There are thousands of non-CNC vertical milling machines... [Read more]
Out of curiosity I will ask why this engine is called a dachshund? [Read more]
Because it is "thin" and long, that is, just like a dachshund ... :D :D :D [Read more]
Due to the mechanical design - intended to be hidden under the countertop and set the saw directly on the rotor axis. The magnetic poles are narrow and long. I do not like the wheel hub bearing entirely... [Read more]
As for the placenta, I am in no way defending my decision on non-economic grounds. From other budget options: 5208 even worse, no preload and even less rigidity, no integrated seals. Normal ball bearings... [Read more]
A solution if it only fulfills its task, by all means approx. The question is, what acceptable working cycles have such dachshunds? [Read more]
What is that question :D 100% full power, these are not toys, but engines for the industry. [Read more]
Congratulations Art.B I would like to use your idea. I already bought the engine. You wrote that the hub had an internal diameter of 24.85mm, can you tell me what the shaft size was? or was it 24.85mm... [Read more]
25.00mm shaft, just like the shaft of a frame. 0.15mm clamp. The entire hub heated with a burner to 450 ° C so as not to harden the surface behind the bearing, then mounting the hub on the rotor and the... [Read more]
Unusual use of the spindle - live tool on an NC lathe. http://obrazki.elektroda.pl/7539671800_1491290748_thumb.jpg [Read more]