Hello,
The construction that I want to describe here is a modification of the existing solution, and the topic serves to convey the idea and provoke discussion about this solution.
I have a CNC milling machine of my own design, in which the drive is transmitted using trapezoidal screws (a simple, popular and relatively cheap solution). In order to remove the slack on the screw, I originally used 2 nuts countered and twisted in the mounting.

This system worked very well and ... very briefly. Although at the beginning I was satisfied with this solution, convinced that clearance would not be necessary too often, I did not foresee quick access to the nuts. Despite the fact that the milling machine is easily unscrewed, clearance of the slack is troublesome, and after making some small details the measured slack was 0.1mm !!!
On the network I often found ways to automatically clear slack by putting a strong spring between the nuts.
But it doesn't make sense! Why does everyone duplicate it, it doesn't work, the first thought is that in order for the erasing to work, the spring should push the nuts with a force greater than the force during machining.
Winter came and again the motivation to play CNC came again, so I quickly came up with a way to clear slack. A very quick way, the first that came to my mind. I searched the internet, but I didn't find a similar solution anywhere. Maybe my idea has a big drawback that I don't notice now. Hence, I decided to provoke a discussion on this topic.
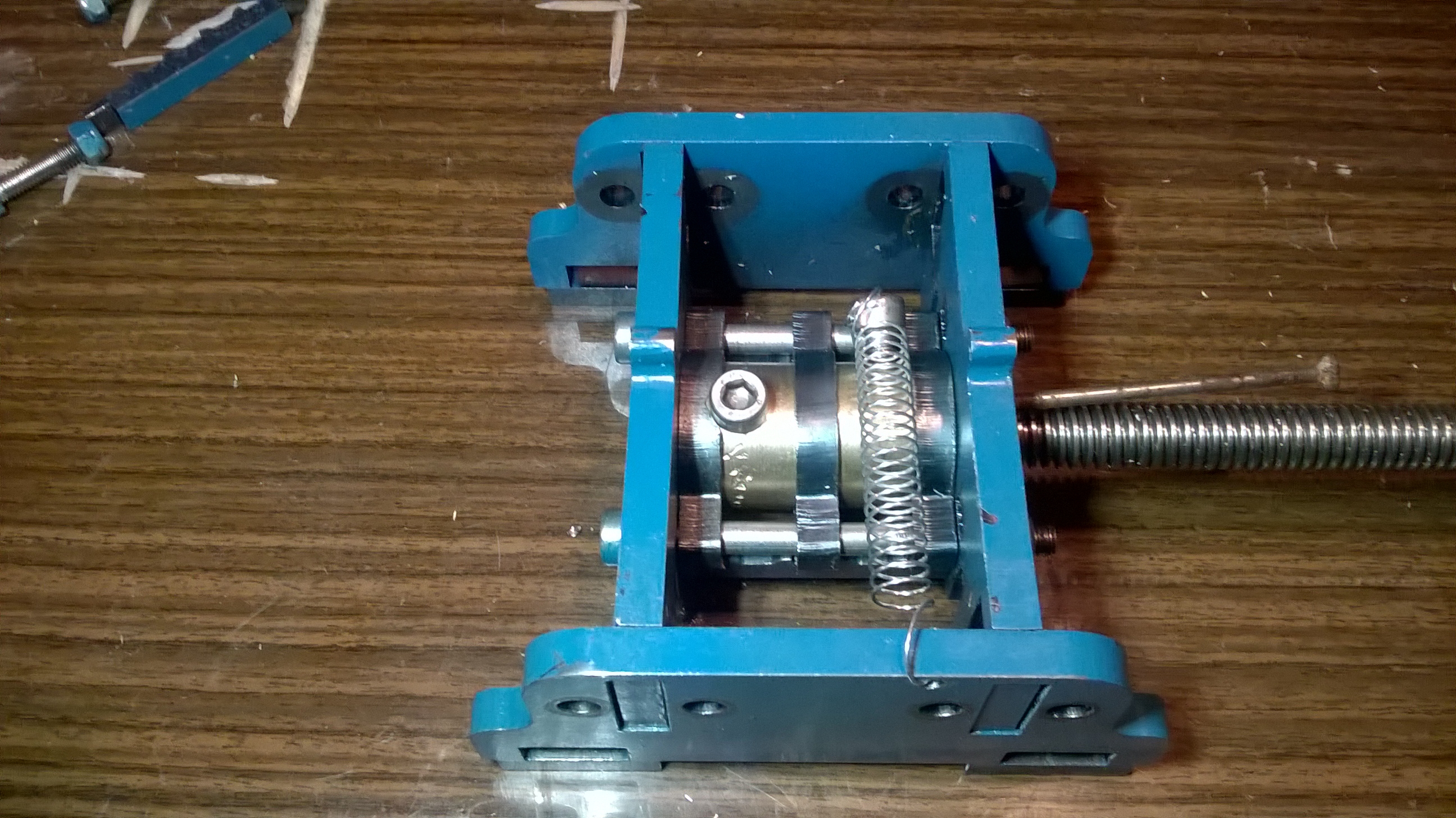
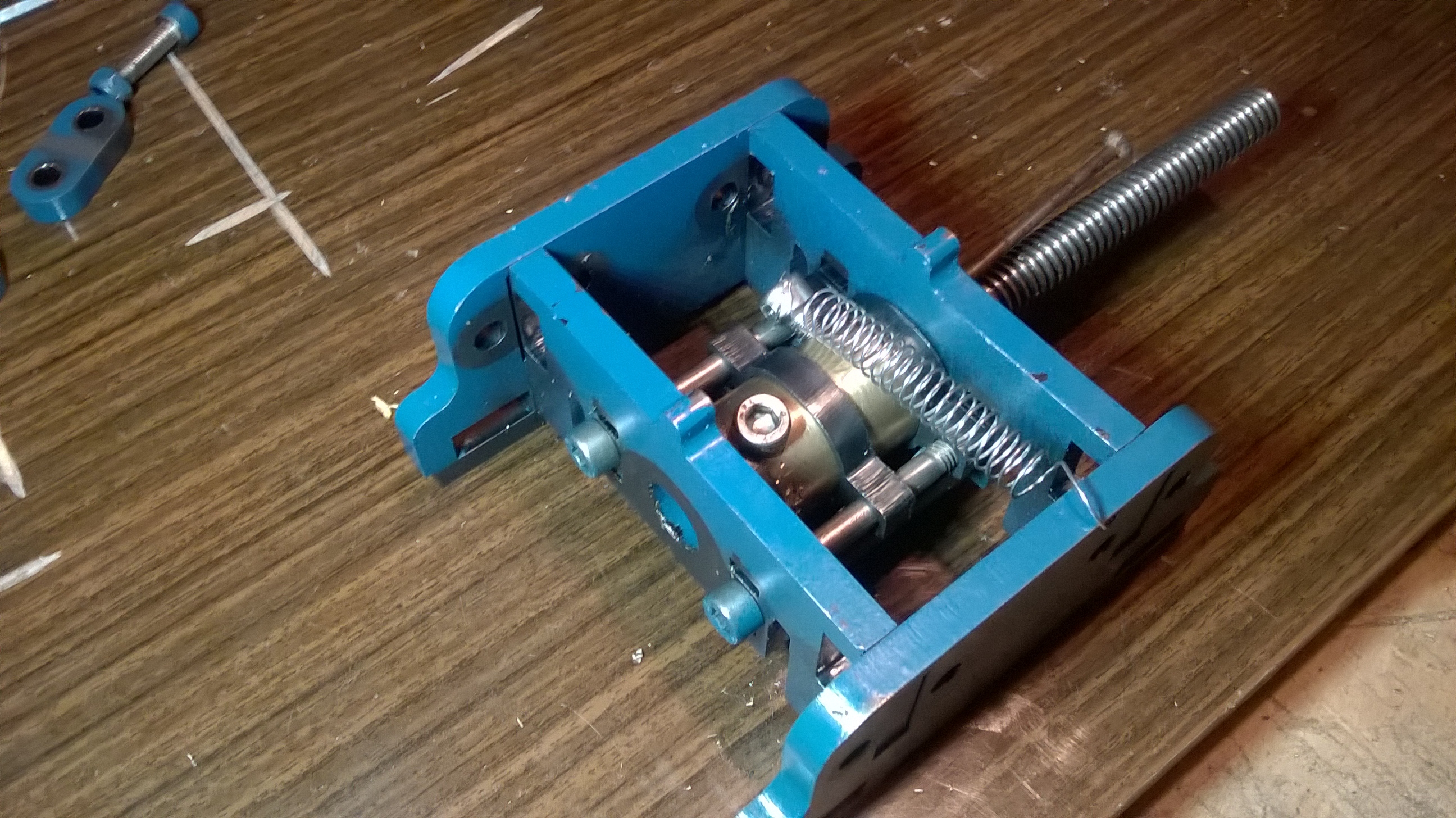
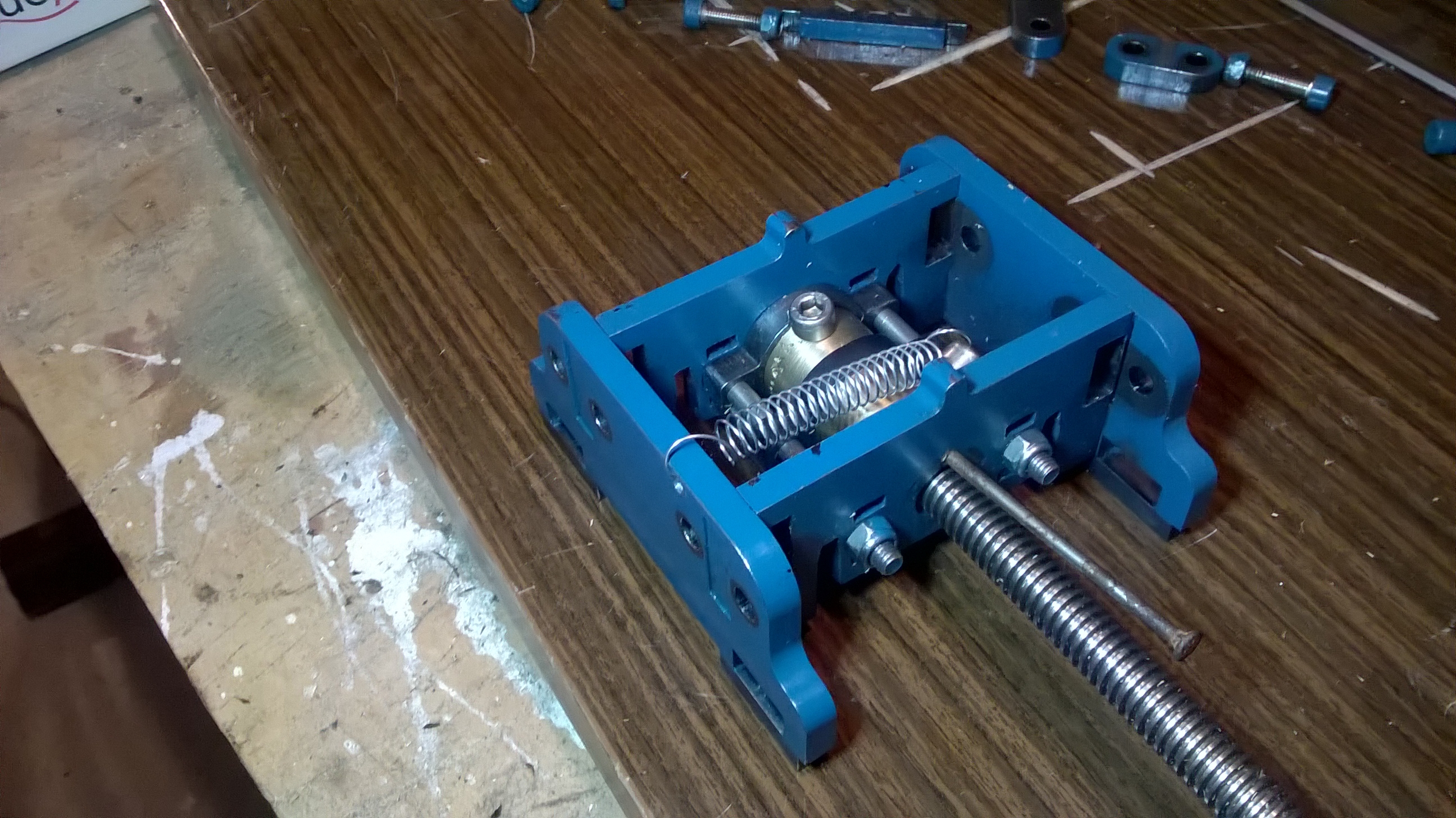
The idea is to fasten one of the nuts firmly and force the other nut to rotate through the spring. By turning, the nut counteracts both nuts between the walls on the screw. In this way, the clearance is automatically erased and the nuts are rigidly fixed.
Below are some photos and a film from the clearance measurement (0.01 mm).



Comments
Very cool solution. I suggest supplementing with a small latch (e.g. solved in the same way as in a ratchet wrench) cooperating with teeth cut on a movable nut, which will allow the use of a weak spring... [Read more]
The latch here would have nothing to do, just an unnecessary complication. One of the nuts is fixed, the other is rotated by a spring. The spring is very weak here, it only serves to pretension the nut,... [Read more]
Very creative. But can't there be such a situation that the movable nut firmly locks the trapezoidal screw so that the engine will lose steps. I don't know the construction of your machine. I look... [Read more]
Did you combine with a single polyamide nut? [Read more]
Because there is no risk of jamming such a system. There is such a risk in the solution you present. [Read more]
No. For now, he can handle it. Waiting for ball screws. [Read more]
Well, but the fact that there is no risk of jamming does not mean that you need to complicate the system in a way that does not work. Because if it doesn't work, why is it installed? As for my method,... [Read more]
And I met with another table / gate drive solution. I will see for myself: https://obrazki.elektroda.pl/2411188700_1514918282_thumb.jpg https://obrazki.elektroda.pl/6571076100_1514918282_thumb.jpg... [Read more]
It can do for a plotter, not for a milling machine. [Read more]
Too little gear and hence accuracy? You can add a rack or even a worm gear [Read more]
It's more about cutting forces. The belt has an order of magnitude less modulus of elasticity than a screw. [Read more]
In original milling machines, resetting is done by hydraulically pressing the screw with the servomotor by the lever. [Read more]
It will be ok for amateur work with low load. However, the toothed bar is a better solution for this type of engine arrangement. [Read more]
Hello Finally the ali ball screws arrived and I will tell you that no more trapezes. Less resistance, higher speed and no looseness yet. We'll see how it will be in the long run but for now it is... [Read more]